21 Jul
Process and operational reliability through proof-of-concept orders
In a mostly conventional industry, confidence in new technologies and products is usually limited. With our so-called proof-of-concept (POC) orders, we counteract this by minimizing the customer’s investment risk and creating at the same time confidence in the product.
At the beginning of a business relationship, we are often confronted with questions such as “What experience do you have with the product in the plant?” or “How durable are the additively manufactured components?” Since the mixing units and especially the iRecu are newly developed technologies, such long-term experiences are factually not possible. We have only ever been able to refer to the aerospace engineering, where first experiences with the materials we use and 3D-printed components were made. They have been using the same materials as we do for many years already. In addition, the first mixing units have now been in use for 3 ½ years at almost 1000 °C and with preheated combustion air of 600 °C without any problems.
Since burner systems have a direct and signifant influence on the firing process and thus also on the product, we at Kueppers Solutions have thought about how the customer can be convinced of the technology without having to take a considerable risk.
The three steps of POC orders
The basic procedure for proof-of-concept orders is always very similar. After an inventory including metrological investigation has been carried out at the plant in advance and the possible savings potential has been estimated, the POC order follows in three steps:
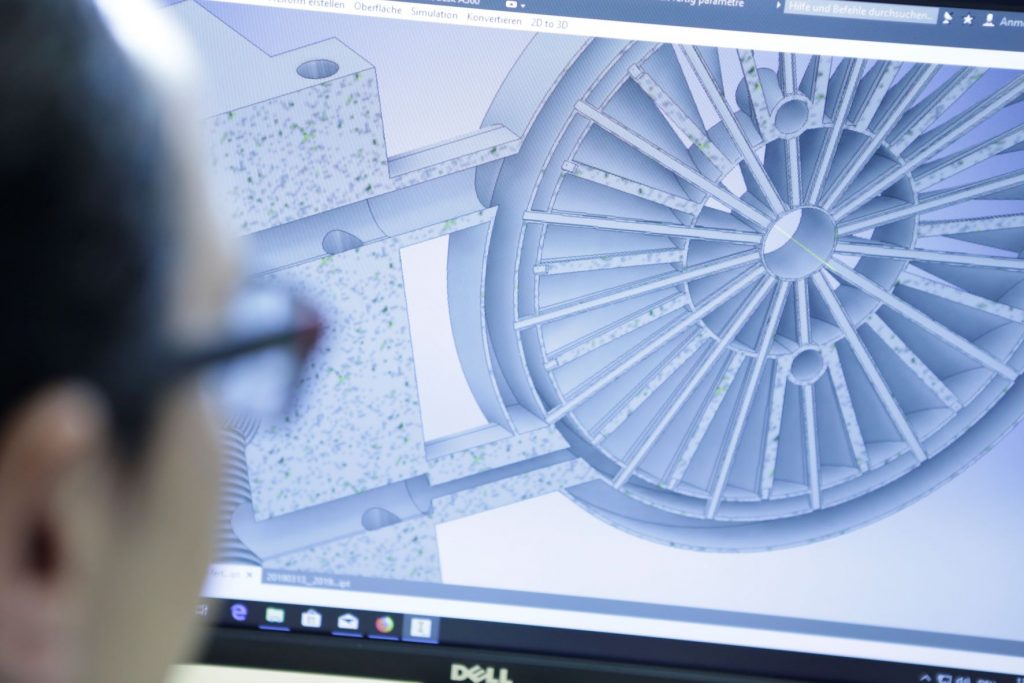
1.) First we receive from the customer the existing firing system, in case of indirect heating consisting of burner and recuperator or recuperator burner and steel tube. After the current conditions have been measured on the in-house test stand, the recuperator burner is designed. Since, in addition to heat transfer, the on-site pressure losses of the overall system are also decisive, our iRecu is explicitly designed for each process or customer with the aid of CFD simulations.
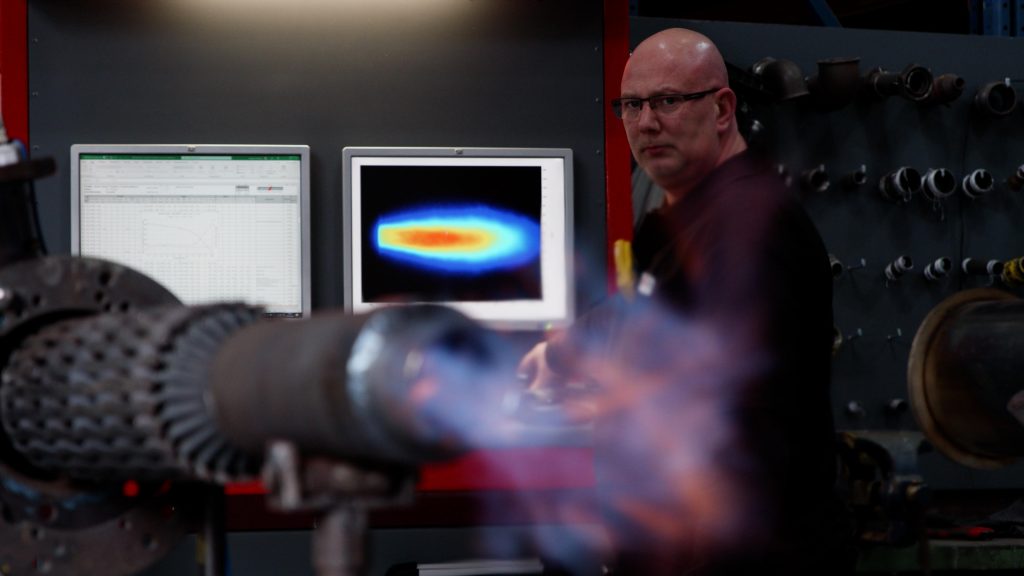
2) In the second step, the official and independent metrological investigation takes place at the Gas- und Wärme-Institut (GWI) in Essen, Germany. For the evaluation of the new and the old firing system, measuring points with the same operating parameters are defined in advance, which are analyzed and evaluated against the background of the resulting surface and media temperatures and a visual inspection (photos). The sum of the resulting measurement data shows an initial savings potential. The use of hydrogen is also being investigated with the new burner system. Although green hydrogen is not yet available in sufficient quantities, initial experience can be gained and, in the best case, fundamental feasibility can already be proven.
3) In the last step, this savings potential will be verified or concretized. After the tests in the semi-industrial laboratory scale, the new firing system will be installed at the real plant and put into operation. Depending on the conditions at the plant, instrumentation of the recuperator burner and, in the best case, also of the neighboring burners is carried out. Over a predefined period of four to eight weeks, the burner is in operation and is checked several times in the meantime for correct operation and settings. After four to eight weeks, the burner is removed again and examined for possible errors. In addition, all measurement data is collected and evaluated. Finally, the actual energy savings can be determined from the quantities of natural gas consumed and the exhaust gas outlet temperatures downstream of the recuperator.
During the entire project, the observations and results are documented so that the customer finally receives a detailed project report containing all the data and, above all, the real savings to be expected at the plant.